Moulding performance
Moulds / Year
Manufacturing capacity
Lead Time
Design to T1 trial
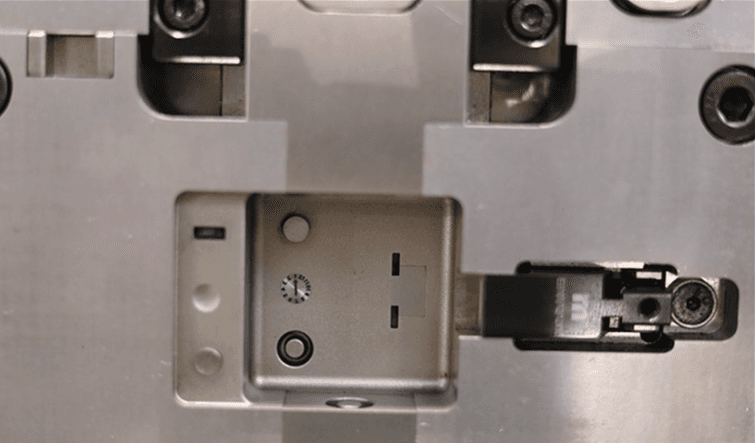
Tooling Accuracy
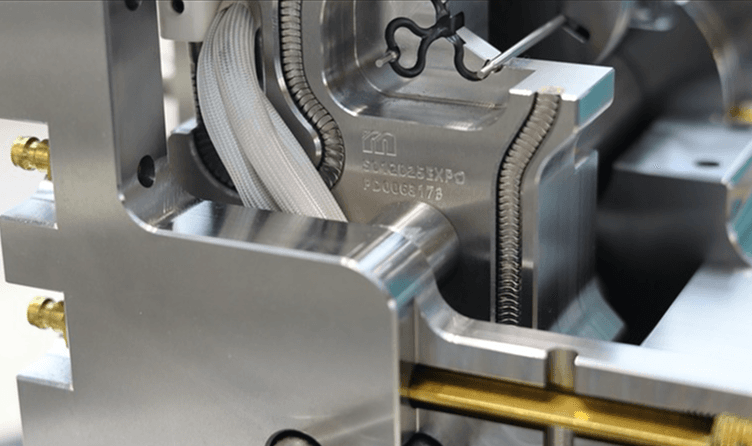
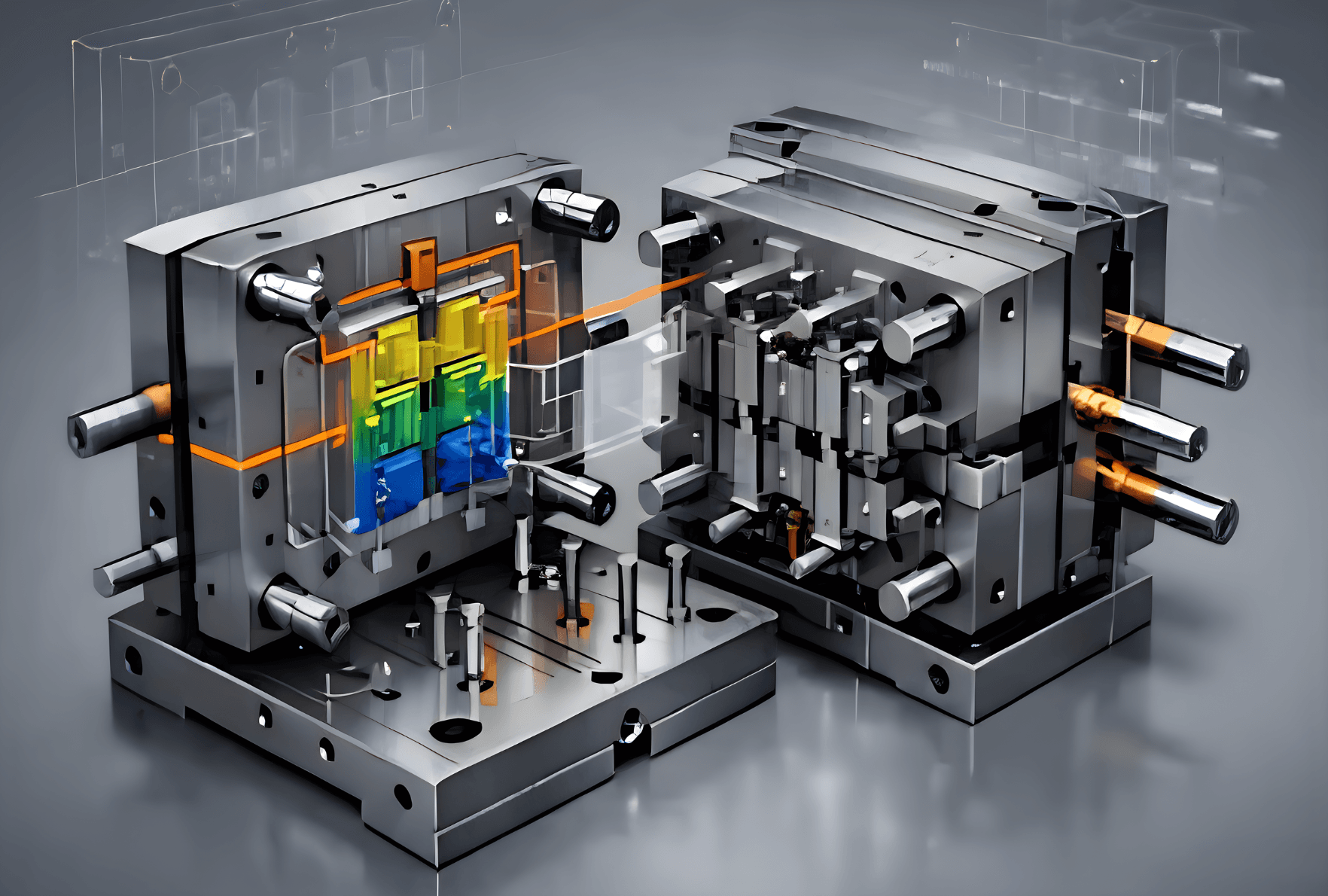
EDM spark erosion
Active Moulds
Maintenance bank
MOULDS FROM OUR TOOL ROOM


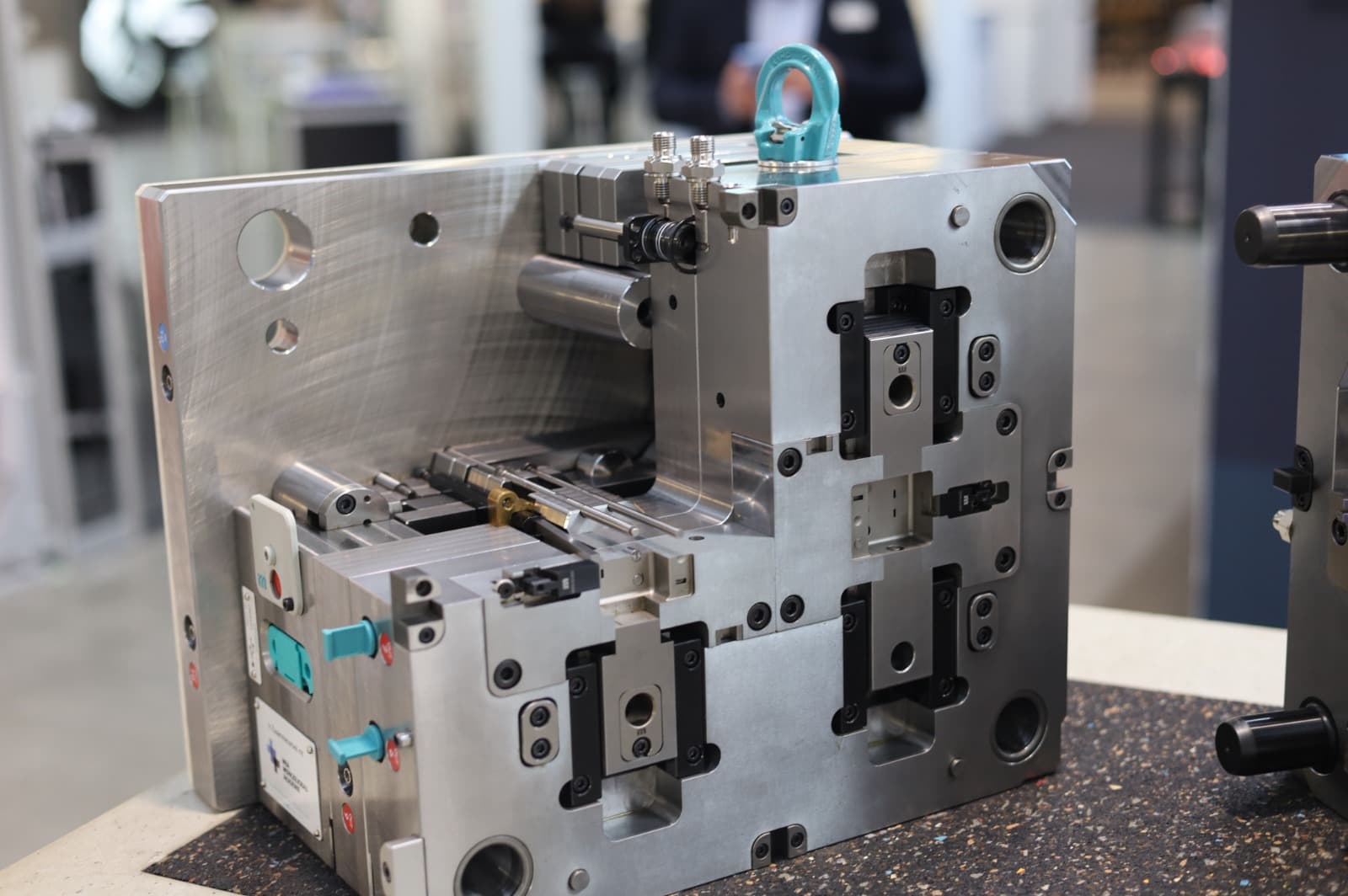
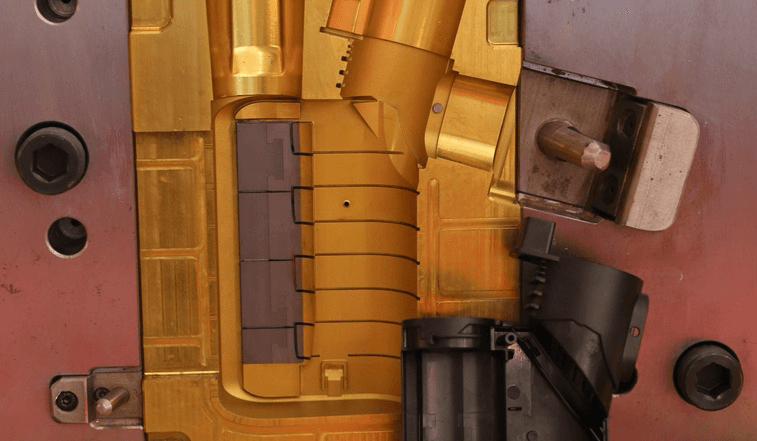
Unmatched Precision
Through Full In-House Tooling.
Most injection moulding companies depend on external toolmakers for their moulds — creating delays, quality compromises and finger-pointing when problems arise. Vinayak Technoplast designs and manufactures every mould in-house, end-to-end.
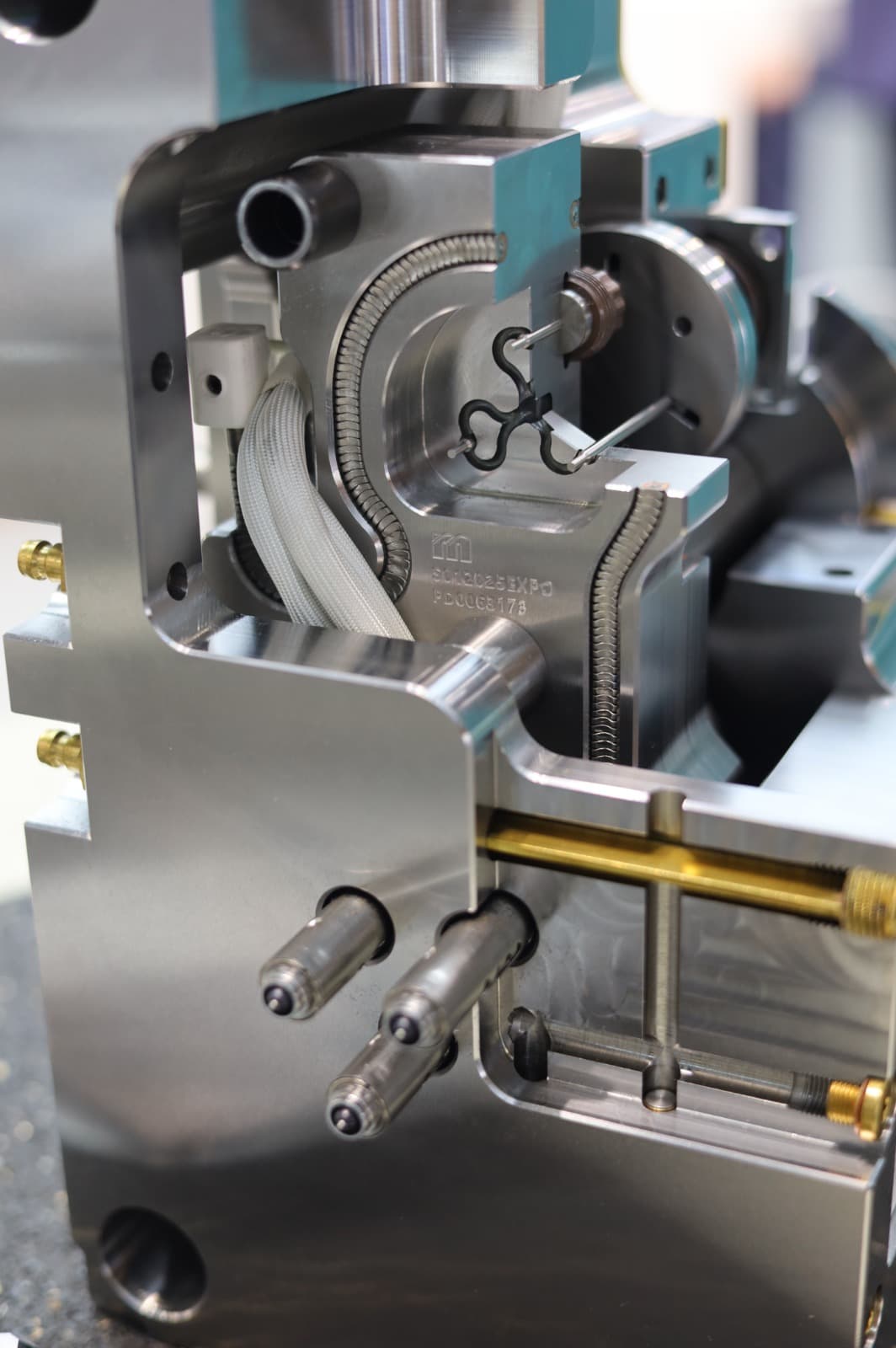
From DFM analysis on day one through CNC milling, EDM spark erosion and T1 validation — we own the entire process. Led personally by CEO Sandeep Agarwal (21+ years in precision moulding), we deliver moulds that hold tight tolerances over millions of shots.
Moulds delivered annually with average lead time of 2-4 weeks.
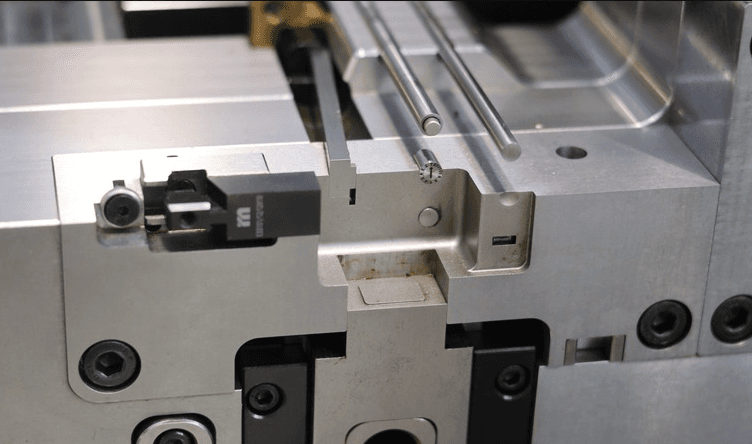
Mould Types We Manufacture
From simple two-plate tools to complex hot runner systems — our tool room handles every category. We recommend the right mould type based on your volume, material and part geometry.
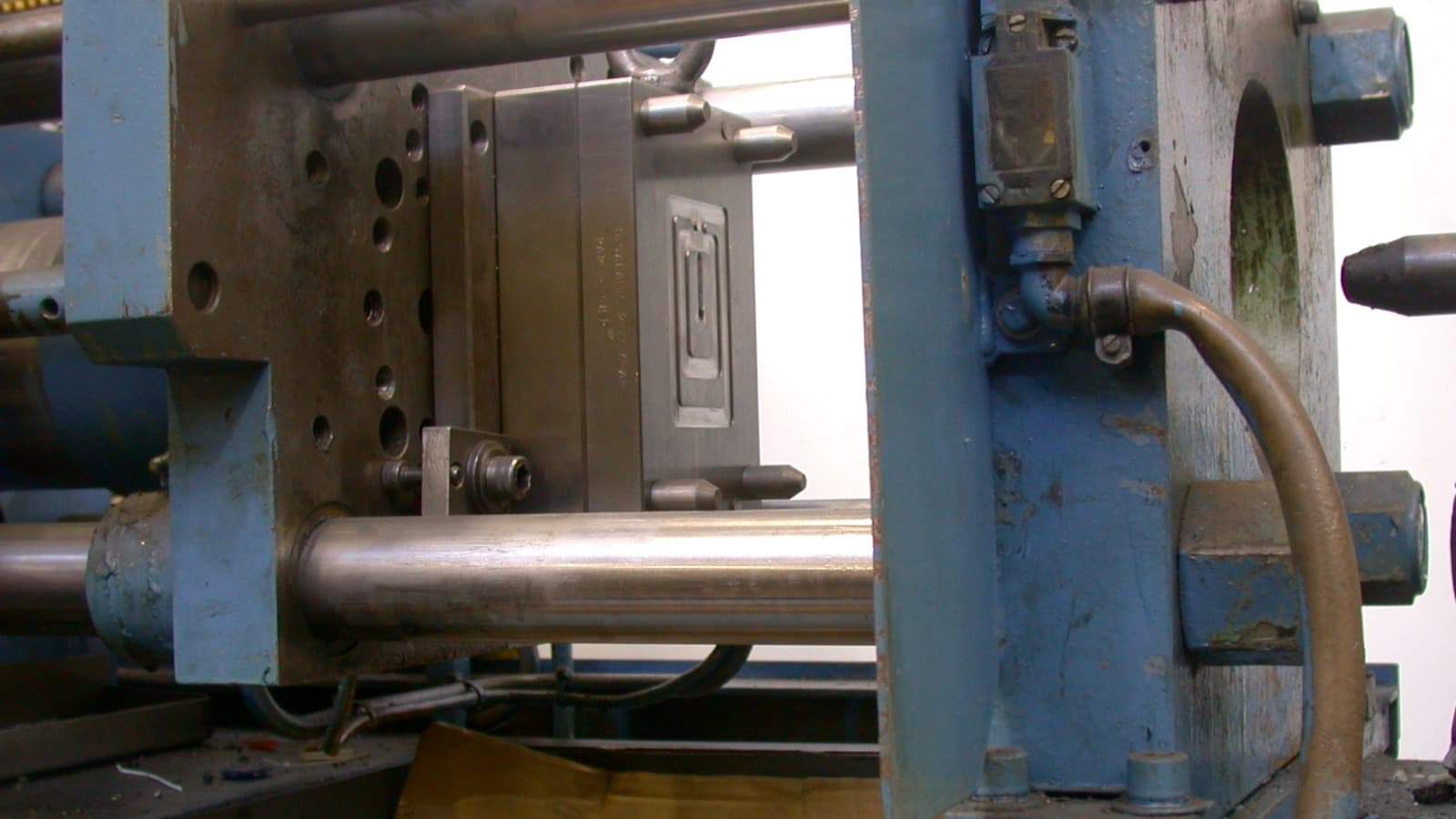
Two-Plate Mould
Standard split-line mould where runner and part eject together. Cost-effective and reliable for straightforward geometries and mid-to-high volume production.
Three-Plate Mould
Three parting surfaces allow the gate to separate automatically from the part. Ideal for centre-gated, multi-cavity layouts where gate location is critical.
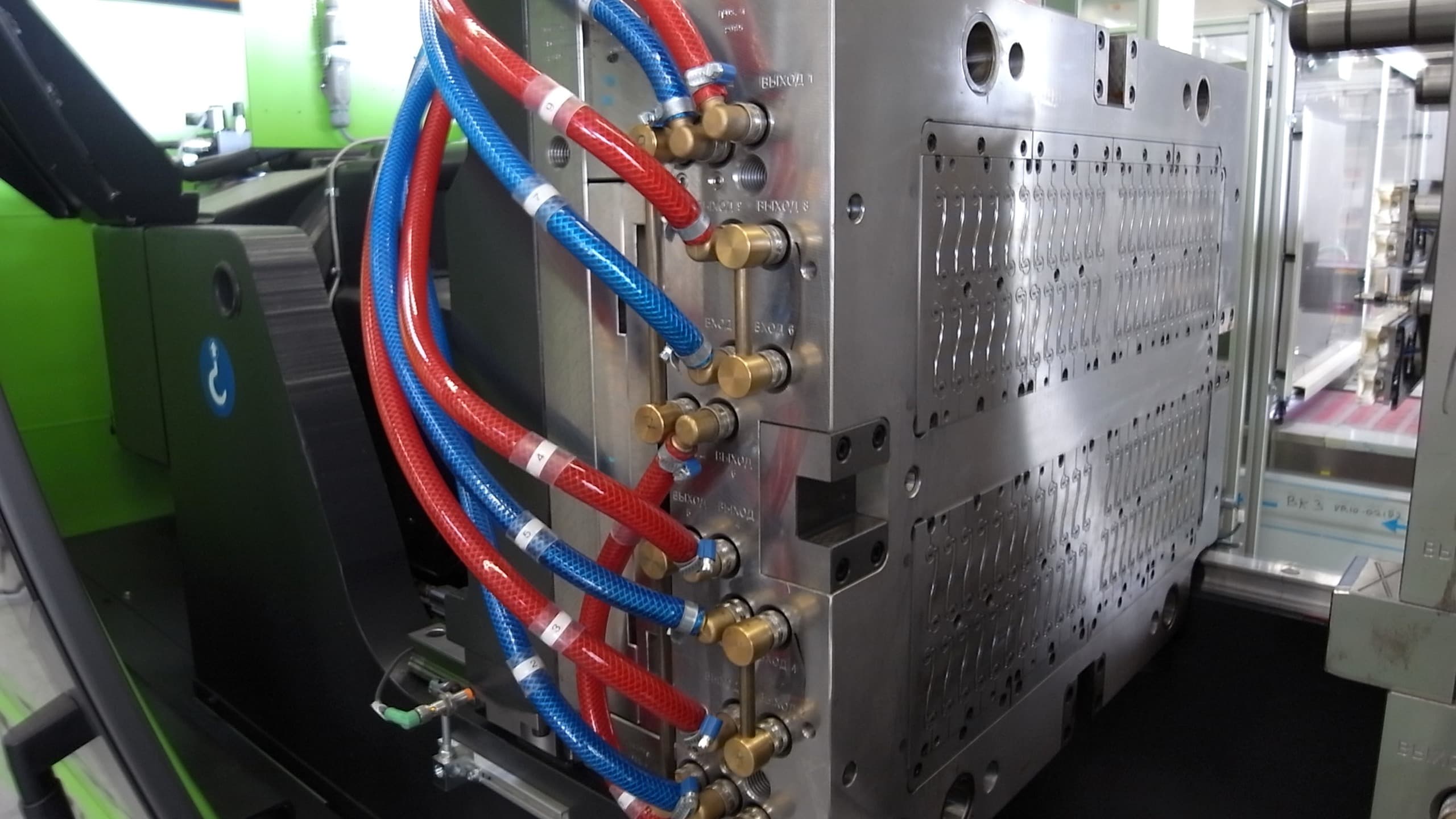
Hot Runner Mould
A heated manifold system keeps the plastic permanently molten in the runner — no cold runners to trim, minimal material waste, and consistent shot-to-shot quality.
Hot Sprue Mould
A single heated nozzle feeds the cavity directly, eliminating the cold slug and reducing cycle time. A cost-effective step up from cold runner for mid-volume runs.
Cold Runner Mould
Conventional runner system compatible with all engineering resins. Straightforward to maintain and modify — the workhorse for engineering polymer applications.
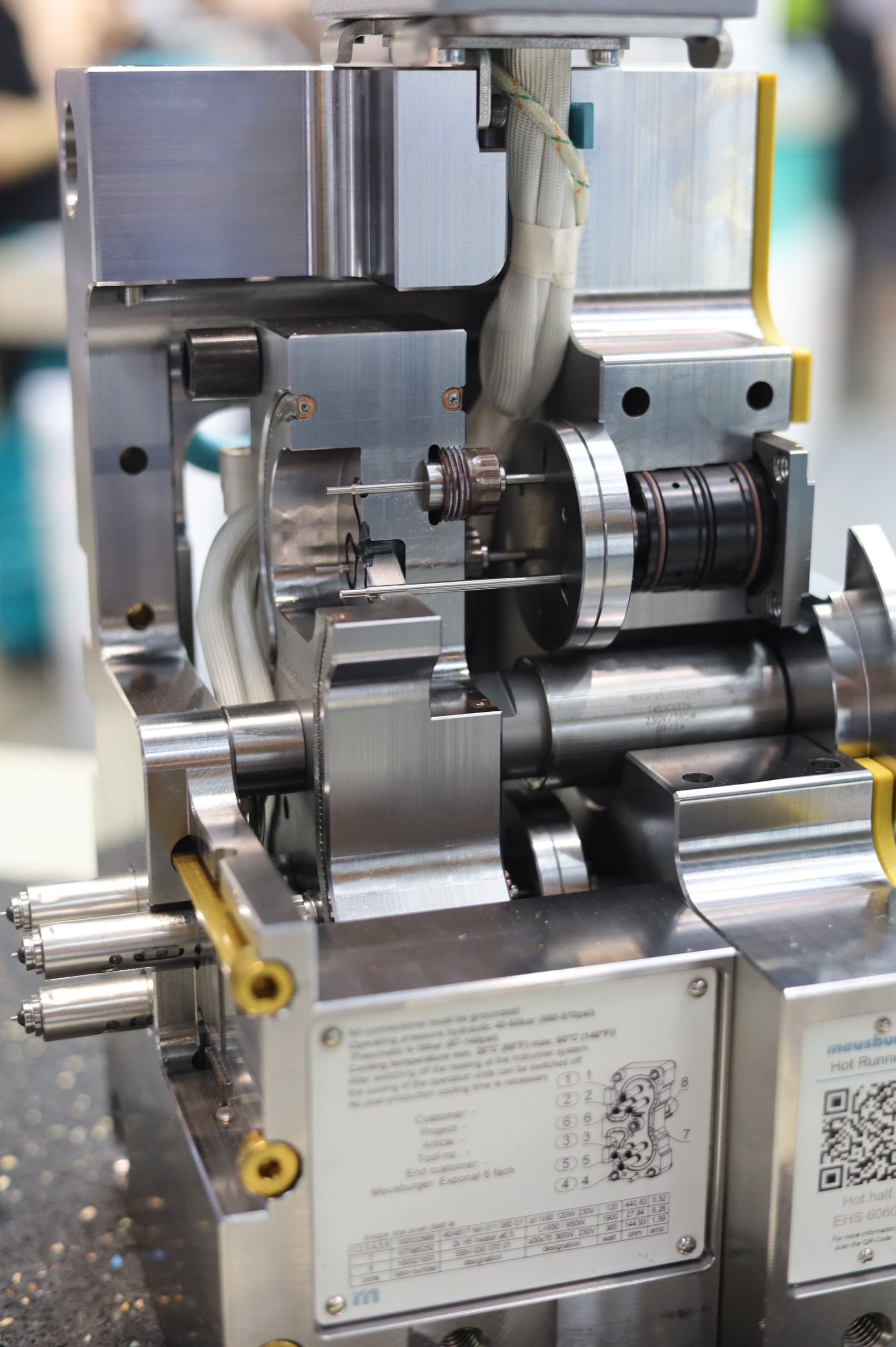
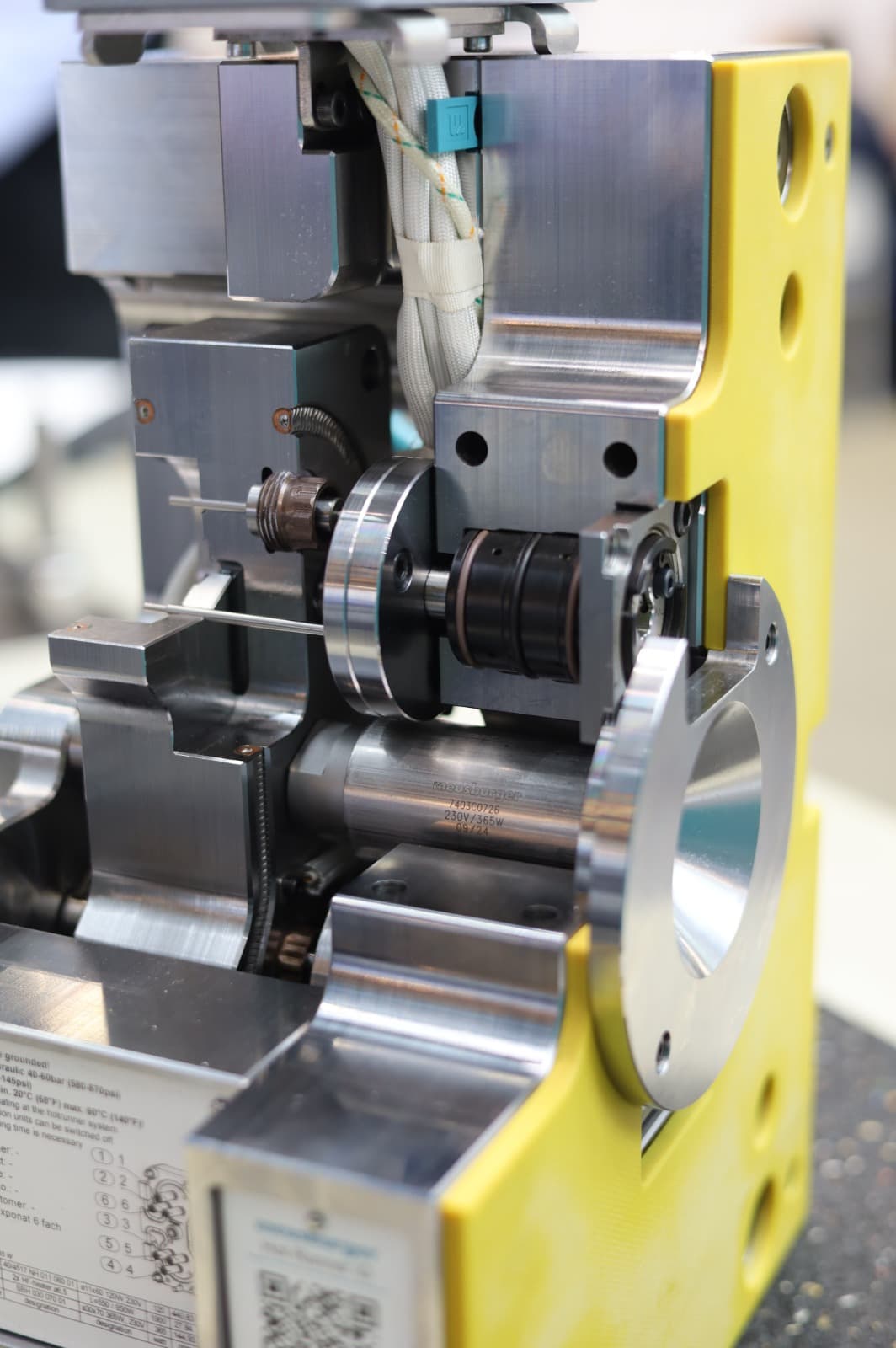
Insert & Overmould
Metal inserts are placed in the cavity before each shot, or a secondary material is overmoulded onto a substrate. Reduces assembly operations and improves part strength.
Not sure which mould type fits your part?
Share your 3D model — our engineers will return a DFM report and mould type recommendation within 48 hours, free of charge.

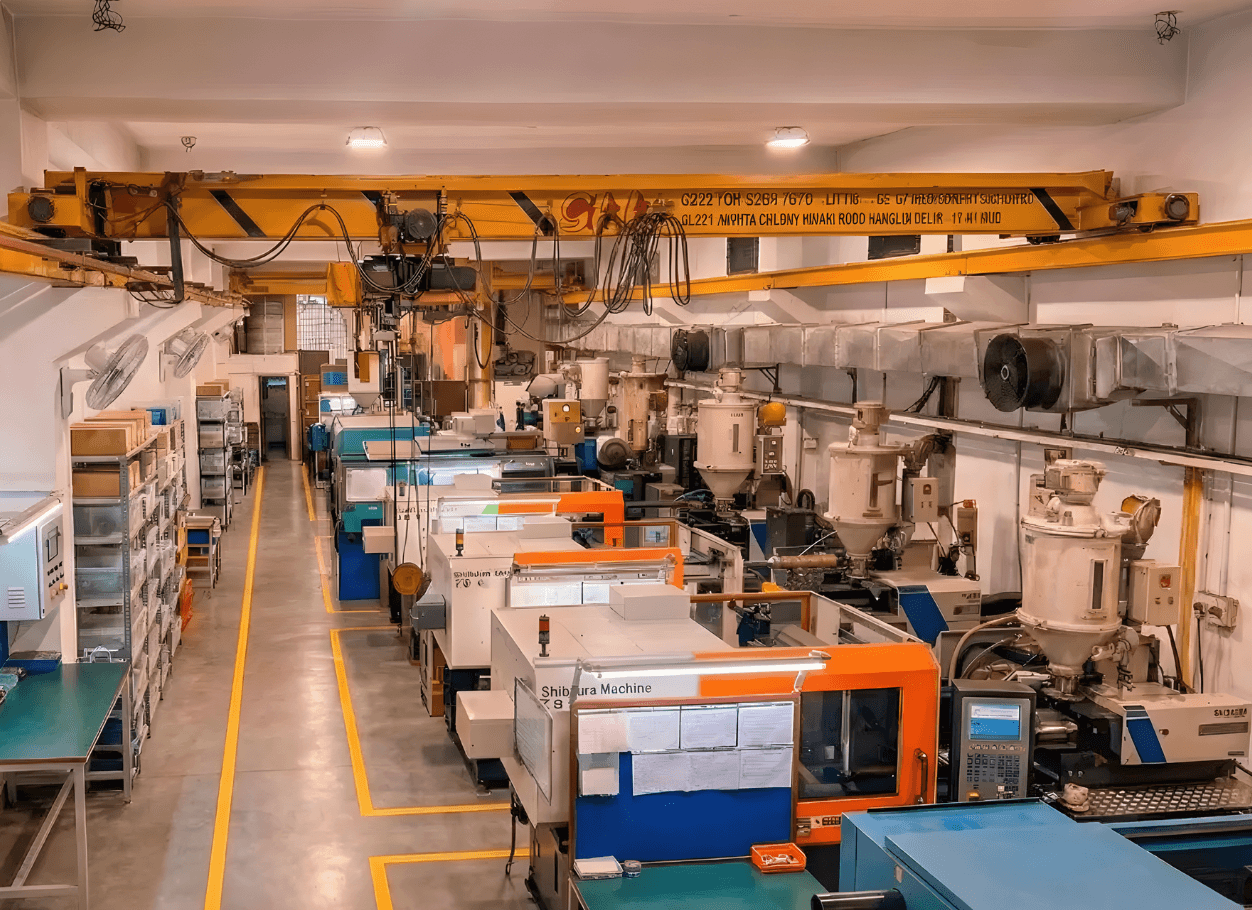
THE MACHINES BEHIND EVERY MOULD
We own and operate every machine that touches a mould. No outsourced machining, no waiting on sub-contractors — full control over quality and lead time.
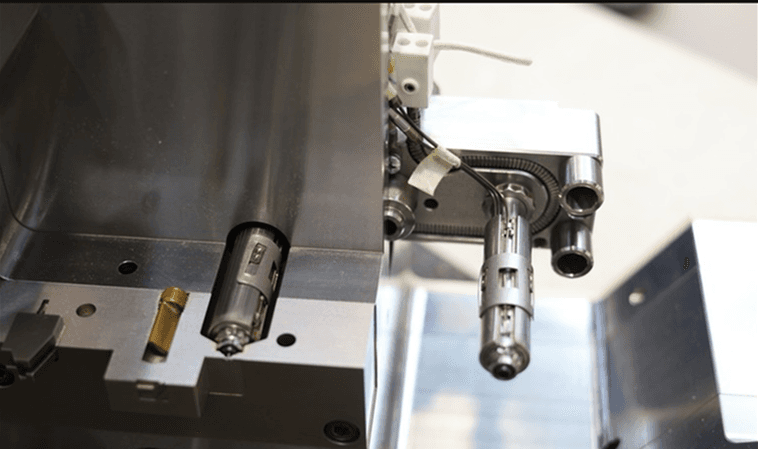
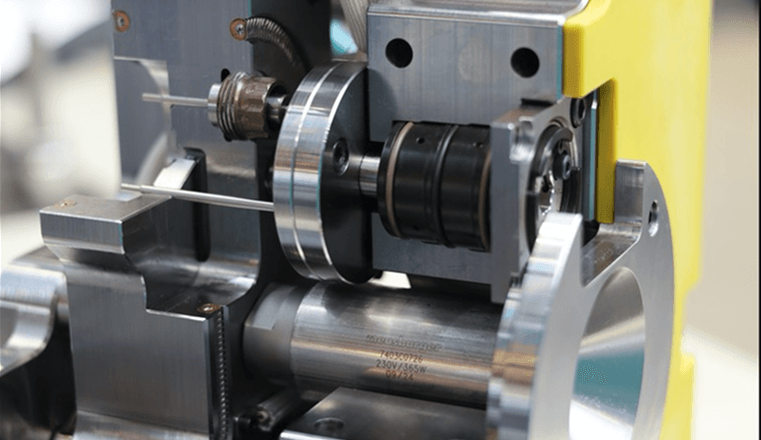
CNC MillingVMC HAAS VF-2 & VF-3
High-speed vertical machining centres for cavity and core milling. Rigid Heidenhain feedback ensures dimensional accuracy from roughing to semi-finishing.
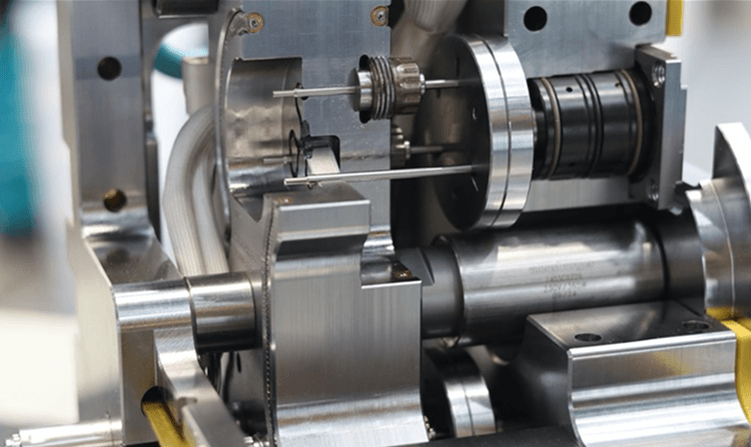
 EDM / Wire-Cut
EDM / Wire-CutElectronica EDM × 3 Units
Spark erosion for complex profiles, deep ribs and fine surface textures. Wire-cut for parting-line details. Together they achieve ±2 µ specification.
| Machine | Make | Model | Travel / Spec |
|---|---|---|---|
| VMC | HAAS | VF-2 | 762 × 406 × 508 mm |
| VMC | HAAS | VF-3 | 1000 × 508 × 500 mm |
| VMC | BFW | 1577 | 1500 × 700 × 700 mm |
| EDM | Electronica | 5535 | 550 × 350 mm |
| EDM | Electronica | EB1510N | 1500 × 1000 × 600 mm |
| EDM | JOEMARS | AZ50TR | 400 × 400 × 300 mm |
| Wire-Cut | Electronica | Sprintcut | 400 × 300 × 225 mm |
| ZMC | Electronica | — | 1500 × 1200 × 600 mm |
FROM DRAWING TO FIRST SHOTS
DFM Review
Every project starts with a thorough Design for Manufacturability review. We analyse your 3D model for parting-line feasibility, draft angles, sink marks, warp risk and undercuts — catching problems in CAD before a gram of steel is touched.
- Parting line & gate point optimisation
- Draft angle & undercut analysis
- Mould-flow simulation review
Need a Mould Repaired or Modified?
We maintain 50+ active moulds and take on third-party repair, modification and re-qualification work. Urgent turnaround in 24–72 hours.
Tooling and moulding processes audited to international quality standards.
Not just a moulder.
A mould maker.
Most injection moulding companies depend on external toolmakers. We design, manufacture and validate every mould in-house — giving you complete control over lead time, accuracy and ongoing maintenance.
Full In-House Tool Room
VMC HAAS, 3× EDM, Wire-Cut and surface grinders — no outsourcing, no waiting on sub-contractors.
DFM Review at No Cost
We review your part for sink, warp, draft and gate position before locking the design — saving costly corrections later.
±2 Micron Accuracy
Electronica EDM and HAAS VMC deliver mould cavities to sub-2 µ — the precision that holds tight tolerances over 1M+ shots.
T1 in 2-4 Weeks
From signed drawing to first shots — averaged across 200+ moulds delivered per year. Lead times we actually hit.
Moulds Built for Every Sector
From automotive Tier-1s to medical device makers — we manufacture moulds for any industry where precision, repeatability and tool life matter.
Automotive
Complex interior and underbody moulds for Tier-1 suppliers to Maruti Suzuki, Hyundai and leading Indian OEMs.
Electrical
Precision socket, switch and accessory moulds meeting BIS dimensional tolerances — supplied to RR Kabel and others.
Telecom
Precision enclosures, connectors and fibre-optic component moulds for reliable performance in harsh environments.
Pharma & Medical
Cleanroom-compatible moulds with polished cavities and validated first-article reports for medical components.
Kitchenware
High-cavity, high-gloss consumer moulds with long service life and short changeover — built for shift-after-shift production.
Ready to commission your next mould?
Share your 3D model or 2D drawing. Our engineers will return a complete tooling proposal — mould type, lead time and cost estimate — within 48 hours.